
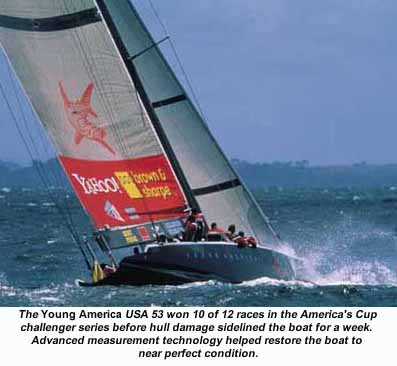
High Precision on the High Seas
Boat building is an art as well as a science—the art being in the design, and the science in materials selection and production. The relationship of art and science is particularly critical in the construction of international racing yachts—the America's Cup boats that compete periodically for the most prestigious prize in world competition.
As an official sponsor and technical partner of the New York Yacht Club/Young America Challenge, Brown & Sharpe (North Kingstown, RI) was responsible for assembling a manufacturing team to produce advanced components for Young America, including the keel and its appendages and the lead bulb that provided the counterweight to the mast, rigging, and large sail area.
Brown & Sharpe also provided metrology engineering consultation for construction of Young America hulls. Brown & Sharpe, Inc. (Kennett Square, PA), a leading supplier of laser trackers, software and services, was a member of Brown & Sharpe's manufacturing team. It was responsible for advanced data gathering and dimensional analysis of composite hulls for the New York Yacht Club/Young America Challenge.
The U.S. yachting challenge group built two boats—designated USA 53 and USA 58— for the competition in New Zealand last year. The hulls, fabricated from a composite carbon fiber and honeycomb aluminum sandwich, were designed by Bruce Farr and Associates (Annapolis, MD) and built at the Eric Goetz Custom Boats yard (Bristol, RI).
Maintaining Tolerances
A critical element of racing yacht design, the hull must be strong yet lightweight, sleek yet stable enough to provide a solid platform for the crew and sailing hardware. USA 53 and 58 were designed to be identical at 1,500-lb, 70-ft overall length, 12-ft wide, and 8-ft from the top of the keel to the gunwales. No matter how well conceived, however, the hull creates drag that slows the boat. To minimize drag, the hull must be designed to very close tolerances—and those tolerances must be maintained during the manufacturing process. Keeping the manufacturing process true to design intent was the assignment for SMX.
"The laser tracker was the perfect instrument for the assignment," said Bill Mongon, SMX VP of sales. "A significant amount of dimensional information had to be collected on site, quickly, and in a somewhat confined space."
The laser tracker collects 3D dimensional data, similar to a traditional CMM. The primary Young America application was to collect real-time information by scanning the surface of the hull to determine whether the shape that was being built corresponded to the intended hull design.
The laser tracker uses a laser interferometer, two precision encoders, and powerful software to calculate, store, and display the position of a mirrored target. A beam steering system senses movement of the mirrored target and directs two servo motors to track it. The tracker follows the mirrored target over workpiece features, updating the position at a rate of 1,000 times per second. The large quantity of data yields good statistical redundancy, permitting excellent accuracy and repeatability.
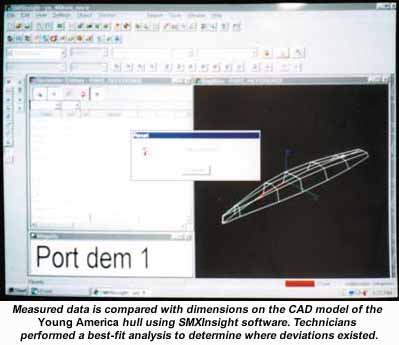
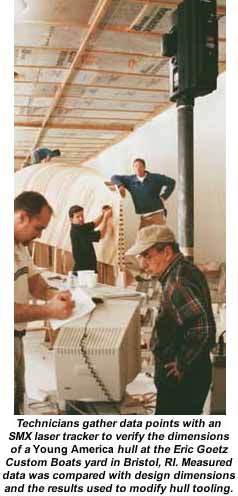 When the Brown & Sharpe/SMX team arrived at the Goetz yard, they first set up the tracker to check the accuracy of the surface of the hull tooling. The CAD model was downloaded to SMXInsight software as an IGES file. The software allows technicians to perform a best fit of the collected dimensional data and compare that with the CAD design. The software can also provide a real-time readout of deviations, indicating the magnitude of the deviation from the intended design.
When the Brown & Sharpe/SMX team arrived at the Goetz yard, they first set up the tracker to check the accuracy of the surface of the hull tooling. The CAD model was downloaded to SMXInsight software as an IGES file. The software allows technicians to perform a best fit of the collected dimensional data and compare that with the CAD design. The software can also provide a real-time readout of deviations, indicating the magnitude of the deviation from the intended design.
"We checked physical features of the tool, for example, the waterline and the centerline that had been transferred onto the tool using a plumb bob, tape measures, and sight level," noted Ed Franulovic, SMX applications engineer. "We also checked the X-axis position of wooden plates set up at various places along the length of the hull tool. Tolerances were ±3-mm over the whole boat."
The laser tracker was able to detect a slight flex in the bow, and the tooling was corrected accordingly so that the finished hull would be in line with the tolerances on the drawing.
"We could actually show the builders, on the computer screen, where there were deviations in the hull," Franulovic said. "They would pencil those deviations on the hull itself and then go back and sand or fill the areas as needed."
When USA 53 and 58 were completed, the hulls were "nearly perfect" compared to the CAD design. In fact, the surface was so smooth that no filler was needed, and, consequently, no paint was applied to the hull. That saved some 200-lb, which could be used more effectively on the bulb counterweight. The real test, however, was to come later.
Putting the Boat Back Together Again
In November 1999, the worst-case scenario occurred for Young America. USA 53 nearly sank when a section of the deck de-laminated and the boat folded in on itself while sailing upwind in a match against the Nippon Challenge during Round Robin 2 of the Louis Vuitton Cup race.
Franulovic, along with Tom Charlton and Chuck Nickles from Brown & Sharpe, were called to New Zealand to help with the fix. When the team arrived, they found that an 8-ft section from the middle of USA 53 had been removed and a new section was ready to be installed. They were asked to help mate the new section with the original bow and stern sections.
"The plan was to create a coordinate system from the stern section, which was fixed to the floor, and maneuver the bow into position using watch windows on the IGES surfaces," explained Franulovic. "Initially, we attempted to create a coordinate system using 3D best fit, but the geometry of the stern section did not allow an accurate fit."
The laser tracker was positioned near the middle of the stern section. The team then measured the waterline datum plane that was transferred into the inside skin of the hull. A centerline was also measured on the outside of the hull to create a secondary axis. When the official measurements were taken, the screws were positioned on the outside of the hull, making it easier to check the overall length of the hull when the repair was complete.
The measuring routine took 8–10 hours, and the team used the actual datums on the hull (that were measured in the Goetz yard). The waterline, a centerline, and a station point were translated to the center of the boat, allowing them to tie into the data from the previous measurement by looking at deviations.
Once the bow was aligned with the stern, it was fixed to the floor and the yard crew assembled a wooden fixture around the outside of the hull so a new hull section could be built from the inside.
The result? USA 53 was reconstructed to within 0.5-mm of its original size and shape and was back in the water in less than three weeks. The Brown & Sharpe/SMX team accomplished a feat unheard of in America's Cup circles.
Yacht racing is fickle, however. Although Young America had won 10 of 12 match races to that point and appeared to be the pick to win the Louis Vuitton Cup, and hence become the America's Cup Challenger, the good fortune had come to an end. Young America was beaten by America True and didn't make the cut to the semi-finals.
The disappointment, while very real, is offset somewhat by the performance of the measuring system and the SMX team. "We wanted to win," said Greg Robinson, SMX manager of technical services. "The performance of the laser tracker and our software met all of our expectations, and that's something we are very proud of."
Brown & Sharpe, 200 Frenchtown Road, Precision Park, North Kingstown, RI 02852-1700 USA. Tel: 401-886-2000. Fax: 401-886-2727.
SMX Corp., 222 Gale La., Kennett Square, PA 19348 USA. Tel: 610-444-2300. Fax: 610-444-2323.
With contributions by Nancy Katz
Managing Editor, Metrology World
E-mail: nkatz@verticalnet.com
Editor's Note: This article originally appeared in Brown & Sharpe's corporate publication, Mfg.